
成果简介:
污水问题是世界生存难题,也是国家淡水资源可持续发展急需解决的问题。污水构成成分复杂,具有区域性、适用性等特点,回收利用方法实施不便;污水杂质含量波动性较大,难以准确评估污染程度及变化规律,做针对性处理方案较困难;污水处理成本较高,部分污水产出地不具备处理污水的意识和能力。
浙江大学团队首次以“全自动”污水处理为核心设计,立足于解决以工业污水为主的污水问题,实现了各类污水治理的全过程管理。自主研发设计的全自动污水处理装置包含节能供能系统、识别检测系统、核心处理系统、过程监控系统四个子系统。对比其他同类产品,本设备的优势在于结构设计简单、适用范围广、处理效率高、效果显著等。核心处理系统中应用的新型MBR污水处理装置通过科学的工序排列设计以及自主设计的工艺优化,在简化工序的基础上大大提高了处理效率和处理能力。
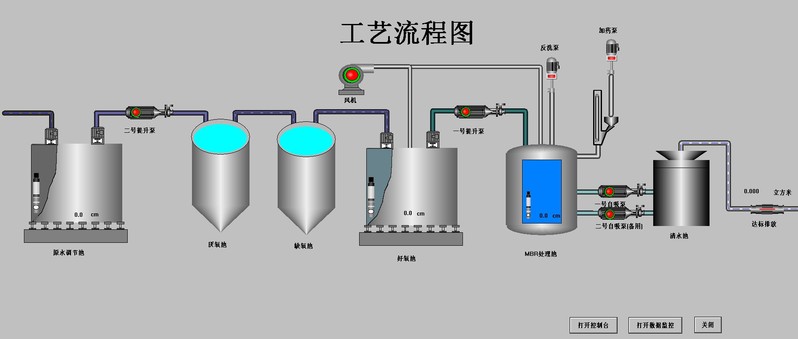
节能MBR污水处理系统
应用案例:
浙江大学团队在山西省为采矿厂进行污水处理设备改造,通过企业具体需求和所需处理的污水成分构成综合研判,在基础改造后增加污泥干化处理系统,个性化地向企业提供了干煤泥资源化利用,为企业在减少成本的前提下实现了水排放达标并增加额外盈收。
技术优势:
设备装置简单、工艺成本大幅减少、适用范围广、高效污水处理等。
部分知识产权:
1. 发明专利,CN201610196954.3,一种节能MBR污水处理系统
2. 计算机软件著作权,2017SR435305,节能MBR污水处理监控系统软件V1.0
合作模式:
产学研合作。
联系方式:
浙大工研院成果转化服务中心,0571-88982927。

电话:0571-88982935
传真:0571-88982801
地址:浙江省杭州市西湖区西园八路3号浙大紫金科创小镇E1楼六楼
